Низ мотора
Клиент из города Новокуйбышевск заказал низ мотора в сборе для возможности конкурентного выступления в Драг Рейсинге. Похвально, что нас выбрали на фоне массы Тольяттинских гуру в сфере моторостроения... хотим надеяться, что доверие клиента мы не подведем. Думаем о возможности написания статьи по данному НИЗу.
На объемную, многофункциональную, широкопросветительскую работу данный материал не тянет. Но на статью в фотозарисовках - самое то, меньше слов, больше картинок.
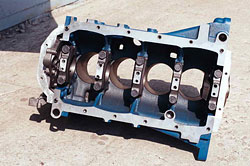
Геометрия следующая:
- Блок +2,3 мм, он идет на ВАЗе поголовно. Блок под 8v головку.
- Коленвал 84мм, с узкой шейкой, доработанный
- Вкладыши шатунные импортные
- Шатуны 129мм, палец 19мм
- Поршня 2х колечные, Т-образные, 84мм
Геометрия не выдающаяся, но бюджетная и доступная для ремонта в любой глубинке.
Взгляните, что получилось.
 |
| (когда есть поршни, можно заняться расточкой цилиндров, стоит крепко подумать о зазоре, он определяется и качеством хона и наличием-отсутствием масляных форсунок и прочими нюансами) |
 |
| (Вам желательно присутствовать при расточке и хонинговке. Сами зададите и проверите глубину хона. В идеале, если придете со своими брусками и щетками) |
 |
| (Фальш головка и фальш коробка. Прокладку между блоком и фальшголовкой не забудте!) |
 |
| (прикрутили бугеля, маслонасос, задний сальник при установленном имитаторе коленвала и торцанули поверхность в ноль… Готовим плоскость под плиту жесткости.) |
 |
| (6 втулочек цилиндрических по периметру поддона и 4 на бугеля. Втулят плиту все по разному, главная задача добиться жесткости. Эта жесткость зажмет коленвал в постели, Вы даже колено не провернете!!!!) |
 |
| (А чтоб крутилось "как по маслу", надо вывести постель коленвала с установленной плитой. Важно точно настроить хонинговальный станок. И зазор будет индивидуальный, т.к. мотор гоночный) |
 |
| (Есть станок, но им никто не пользуется! Редко-редко появляются на нем старые ушатанные блоки. Мы же каждому клиенту предлагаем подобную доработку.) |
 |
| (Мерить и хонинговать надо столько раз, пока не выйдет положенный зазор) |
 |
| (доработка шатунов под поршень. Внешняя обработка шатунов. Проверка соостности и пр.) |
 |
| (Помните уроки физики в школе? Кладете на весы кусочек бумажки и одна чаша перевешивает….я хотел сказать, что Мы не пользуемся электронными весами.) |
 |
| (центральный бугель доработан под толстые полукольца, колец будет два!) |
 |
| (маховик отбалансирован с коленвалом. Параллельно сделан маховик под спортивное сцепление и тоже отбалансирован с коленвалом) |
 |
| (проверка осевого биения коленвала. Данному низу он тоже индивидуален) |
 |
| (Проверка прочих мелочей может выявить потребность в дополнительных доработках и подгонке поршней) |
 |
| (замена штатной пружинки маслонасоса) |
 |
| (вид снизу) |
 |
| (проточеный маховик под сцепление AP) |
Низ собран, отдан клиенту! Жаль, что ГБЦ под даный низ нам не довелось делать.
В качестве эпилога…
Сожалеем, что ряд фотографий (коммерческого плана) не вошли в число публикуемых.
Любую автозапчасть увиденную на страницах нашего сайта Вы можете купить, заказать
Будем рады ответить на все ваши вопросы и пожелания.
Один драг сезон мотор успешно откатал. По причине покупки инотаза. мотор был передан (продан) др. потребителю! С системой закис азота низ успешно уничтожен...
Продолжение ЭПИЛОГА
Дорогу молодым!!!! Старперы, отдохните.... дайте дорогу молодым!!!! Если мотор устал или развалился, то пришло время НОВОМУ, МОЛОДОМУ, БОЛЕЕ ПЕРСПЕКТИВНОМУ НИЗУ
За базу берется блок 197,1мм, т.к. он доступен и недорог. Блок береться без маслянных форсунок и с болтами крепления ГБЦ 12мм. Это избавит от лишних забот по изготовлению заглушек маслоканалов и сверления отверстий под более крепкие болты ГБЦ.
Как было уже описано выше производится торцовка низа блока совместно с маслонасосом и крышкой заднего сальника. Но плита и способ крепления ее к блоку видоизменена.
 |
По периметру устнавливаем в шахматном порядке 6 трубчатых штифтов (максимально возможного диаметра). Все бугеля шлифуются в один размер в области прилегания болтов крепления, для получения ровной поверхности. Изготавливаются шайбы с последующей закалкой и шлифовкой в нужный размер. По центру всех бугелей будут стоять каленые штифты (в штифтах зарание предусмотрена резьба, для удобства выбивания штивта из посадки). |
Запас карман не тянет, поэтому используем плиту толщиной 12мм шлифованную с двух сторон.
 |
Основным крепежом плиты к блоку будут 10ть болтов крепления плиты и бугелей одновременно.
Все остальные штифты дополнительный гарант надежности. |
 |
Болты подходящей длины и прочности не сложно найти в магазине метизов. |
 |
Вид сверху |
Установка такой плиты целесообразна для мотора с высокими рабочими оборотами. Соответственно Высокие требования выдвигаются и коленвалу. Последний должен быть качественно отбалансирован.
 |
Коленвал с маховиком и корзиной в сборе. Последовательность балансировки соблюдается.... сначало балансируется коленвал, затем коленвал с маховиком, затем все совместно. |
 |
Прежде чем дойти до данной операции ... стоит потратить время на поиски и промеры необходимого железа. Это качественный коленвал (с нулевым биением и хорошими размерами всех шеек). А так же качественный маховик. |
Маховик и сцепление покупали от б.ушней машины (с хорошей родословной). Как следствие никаких сверлений не пришлось делать...в прошлом маховик довели до состояния идеальной кондиции.
 |
Маховик стальной с фрезерованным венцом. Сцепление 2х ДИСОВЫЙ САКС 184мм. Последний этап балансировки с корзиной дал дисбаланс 3 грамма. Сверлить корзину посчитали неэстетичным. Путем подбора винтов крепления и манипуляциями с их перемещением добились окончательного результата с биением 0,2 гр...на этом и остановились. |
 |
Винты с меньшим кол-вом витков использовались для устранения дисбаоанса корзинки. Наличие или отсутствие пружинной шайбы под болтом помогло избежать сверлений в карзинке. |
Завершающим этапом подготовки блока перед сборкой - это вывод постели коленвала.
 |
Рекомендуем делать даную операцию всем обычным блокам под тюнинг. Неговоря уже про моторы с установленной плитой. Вашь коленвал будет петь ВАм диферамбы на максимальных оборотах, а соперники на драг полосе ломать голову над ВАшим умопомрочительным успехом. |
 |
Зазор сделаный вами в последствии перепроверте ПластикГейчем (для пары колено - коренной вкладышь) после установки коленвала. |

{kind=link}
| Главная / Статьи - тюнинг ВАЗ / Низ мотора |
